La meilleure solution du pays en tôlerie
-
Les Transformateurs de puissance et de distribution

La tôlerie de transformateur pour le transformateur de puissance et de distribution est fabriquée par l’acier de feuillards à froid à grain orienté. Le laminage des formes et des tailles variées sont refendés et coupés aux formes géométriques précisément nécessaires avec le système de couper 90o et 45o d’angle.
Comme la fabrication du laminage inclut un haut degré de précision d’ingénierie, nous nous efforçons à faire un contrôle crucial du niveau de bavure, la taille d’emboîtage, la dimension et le poids nécessaire.
-
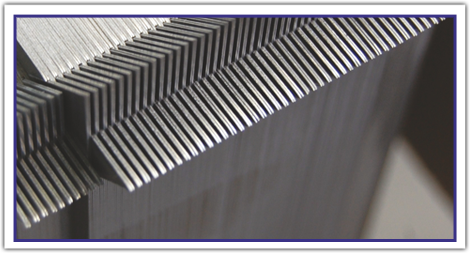
Le noyau de chevauchement et le noyau step-lap
La stratification de transformateur peut avoir de tailles diverses pour des transformateurs seuls (simples) ou à trois phases, faits avec des joints de chevauchement ou des joints du noyau a l’étape (Croisés/Longitudinaux). Ils sont coupés, perforés et l’encochage-V pour s’adapter dans un transformateur particulier par CNC – la ligne de coupe à la longueur. La coupe, des perforations et le crantage des formes différentes de feuilles sont possibles de largeur jusqu’à 1000 mm et la longueur jusqu’à 5500 mm.
VSPL, avec son logiciel intégré pour convertir le design conventionnel au design du noyau a l’étape, insiste des fabricants de transformateur pour opter pour le design du noyau a l’étape. La conception du noyau à l’étape permet le chemin plus facile pour le flux de voyager aux joints et ne réduisant donc aucune perte de charge du noyau de transformateur de 5 à 8 %. Nos experts principaux sont toujours prêts à aide dans l'assemblage du noyau, s'il le faut.
VSPL offre aussi des services excellents dans l'Assemblage de Stratification selon le cahier des charges du client pour des transformateurs de distribution et la puissance.
-
Le contrôle de qualité du laminage
Les contrôles de qualité de stratification sont effectués fréquemment directement par le départ de procédé de fabrication sur la machine à l'expédition. Tous les rapports sont maintenus séparément pour chaque dessin donc le dépistage de travail particulier peut facilement être disponible sur nos bouts des doigts. Comme une étape finale de processus, l'inspecteur de livraison conduit les inspections exigées de stratification de coupe et le sort pour l'expédition.
-
La tolérance Standard – Le noyau coupé
Série |
Caractéristique |
Limite d’acceptation/ Critère |
1 |
Largeur (mm) |
0 to 100 (+/-0.15) |
2 |
Epaisseur (mm) |
±0.03mm |
3 |
Bavure (Micron) Epaisseur – mm |
Burrs Micron
10 |
4 |
Longueur (mm) |
Jusqu’à 350 (+0.00 / -0.30) |
5 |
Bord du carrossage |
pour le matériau avec une largeur supérieure à 150 mm, le bord du carrossage ne doit pas dépasser 0,8 mm pour une longueur 1,5 mètre |
6 |
Facteur de vague |
pour un matériau de largeur supérieure à 150 mm, la déviation de planéité exprimée comme un pourcentage ne doit pas dépasser 1,5 % |
7 |
Angle |
+/- 5 Minutes |
8 |
Pile d'épaisseur individuelle de la pile s'attendre étape centre de desserrage |
+1 - 0 mm |